パート1 から引き続き
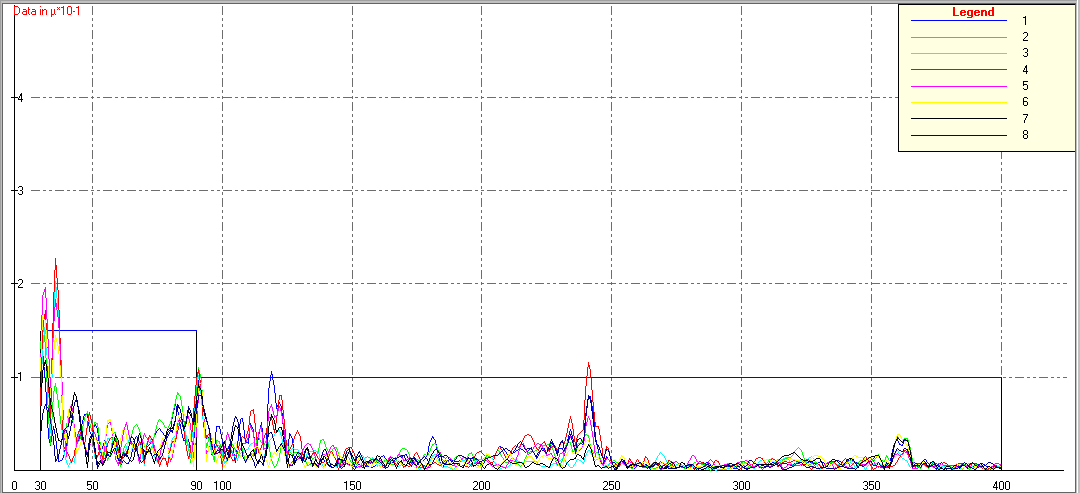
前述のように、丸めデータの限られたセクタ内で最大ピーク間振幅が示されます。差異が繰り返し起伏の一部であるか、単一のインスタンスイベントであるかは問題ではありません。一方、Adcole Chatter測定は、反復信号の特定のUPRと振幅結果を見つけるために使用されます。その場合、UPRコンポーネントを使用して原因を追跡し、その原因となった特定の機械を特定することさえできます。各測定には長所と短所があります。 FFT Chatter解gは、測定データの周期的なパターンを特定し、異なる重複信号をUPRと振幅成分に分離することができます。ただし、不連続パターンの振幅を判断する能力には限界があり、スクラッチやフラットスポットなどの単一のインスタンスイベントを特定するための適切なツールではありません。
ロービング測定は, ロービング測定は, 測定ウィンドウ内の最大の山と谷を報告することができるため,ットスフラ,ッット、スクッチ、または非クリーンアップの小さなセクターのようなものを見つけるのに適しています。しかし、360以上のウィンドウを計算せずに様々な周波数を分離する実際的な方法はありません。それでも、多数の周波数成分が存在する可能性があり、重複し、合計振幅から加算または減算する可能性がある。ロビングは、データセット全体に適用されるものよりも厳しいウィンドウに許容範囲を適用することによって、限られた角度範囲にわたってデータの急激な変化を検出するのに最適です。たとえば、仕様では6ミクロンの丸
ロービング仕様は、ジャーナル内のステップやスクラッチなどの単一発生の異常を検出するのに有効です。 Chatterは、粉砕装置の振動信号を示す繰り返しパターンや、クリーンでない)状況を見つけるのに役立ちます。両方のタイプのエラーは、クランクシャフトに機能上の影響を及ぼします。チャタリングとロービングの適切な組み合わせは、つの仕様は相補的であり、一方は他方を完全に置き換えることはできません。
いつものように、私たちは、このや他の投稿に関するお客様の考えを歓迎します。この情報とは異なる、あるいはあなたの経験から学んだことは何ですか?
6CE8↩: Adcoleは今月オンラインビデオトレーニングを発表しています。まだ投稿を読んでいない場合はこちら