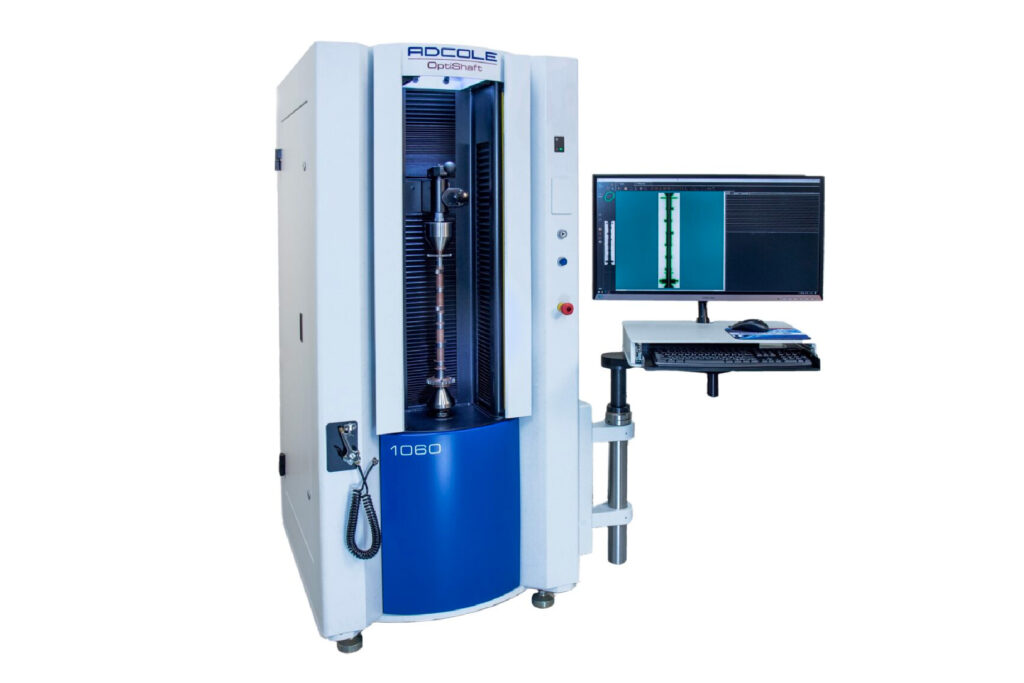
很快,我们的客户可以更低成本包装获得最新Adcole创新和准确性。长行程主轴箱和尾座等一些更昂贵的子组件(예:长行程主轴箱和尾座)を除去함으로써,更多的客户可能负担起Adcole Trusted Accuracy。这里에서,我们可见到精密な主轴箱和尾座已经安装在坚固花岩底座上,看看了了了了了了了的主轴箱和尾座的岗垂在坚硬的水位。 关闭追随者发现了同样的重型构造质量,使Adcole产品成为世界标准。使用测量头的现在设计,可以控制新产品成本并保持精度1310S或其他Adcole产品的更多信息,请联系我们的销售部门 Sales@adcole.com。
wmaster8월 23, 2018